化工行業壓縮機機組工藝流程與故障分析 以空氣壓縮機機組為例
在化工生產中,壓縮機機組是動力與工藝過程的核心設備之一,其穩定運行直接關系到生產安全、效率與成本。本文將聚焦于空氣壓縮機機組,概述其典型工藝流程,并對其常見故障進行分析。
一、空氣壓縮機機組的典型工藝流程
空氣壓縮機機組的主要功能是將自由狀態下的空氣壓縮,提高其壓力,以滿足工藝或動力需求(如儀表風、工藝風、氣動設備驅動等)。一套完整的機組工藝流程通常包括以下幾個核心環節:
- 進氣與過濾:環境空氣通過進氣過濾器,去除其中的塵埃、顆粒物等雜質,潔凈的空氣進入壓縮機。這是保護壓縮主機、延長設備壽命的關鍵第一步。
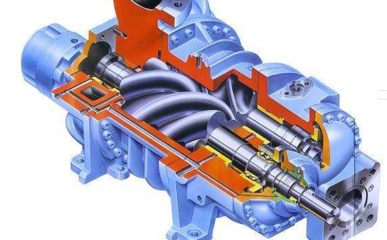
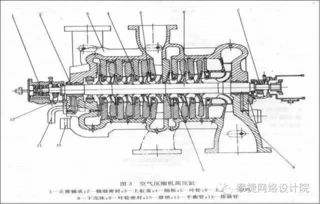
- 壓縮過程:潔凈的空氣進入壓縮機主機(常見類型有螺桿式、離心式、活塞式等)。在主機內,通過轉子旋轉(螺桿式)或葉輪做功(離心式),空氣被壓縮,其壓力、溫度隨之顯著升高。此過程是工藝的核心。
- 冷卻與分離:從壓縮機排出的高溫高壓氣體進入后冷卻器進行冷卻,降低其溫度。冷卻后的壓縮空氣中會析出大量的液態水與少量潤滑油(若為有油壓縮機),隨后進入氣水分離器,將液態物質分離并排出系統。
- 凈化與干燥(根據工藝要求):對于儀表風等高品質空氣需求,冷卻分離后的空氣還需進入干燥設備(如吸附式干燥機、冷凍式干燥機)進一步去除水分,以達到所需的露點要求。
- 儲氣與輸送:干燥潔凈的壓縮空氣被送入儲氣罐緩沖、穩壓,最后通過管網輸送至各使用點。儲氣罐還能起到進一步冷卻和分離少量殘留水分的作用。
整個流程由控制系統(PLC/DCS)進行自動監控與調節,確保壓力、溫度、流量等參數穩定在設定范圍。
二、空氣壓縮機機組常見故障分析
盡管工藝流程設計完善,但機組在長期運行中仍可能出現故障,主要可分為性能類故障和機械類故障。
1. 排氣壓力或流量不足
* 原因分析:進氣過濾器堵塞導致進氣量不足;壓縮機內部磨損,間隙增大,內泄漏嚴重;氣路系統(冷卻器、管路、干燥器)存在堵塞或泄漏;卸載系統或控制閥故障;驅動電機轉速下降。
- 應對措施:定期檢查并更換進氣濾芯;監測運行參數,適時維修主機;檢查并清理冷卻器,緊固管路連接;檢修控制閥門與卸載機構;檢查電源及驅動裝置。
2. 排氣溫度異常偏高
* 原因分析:冷卻系統效能不足,如冷卻水量不足、水溫過高、冷卻器結垢或堵塞;潤滑油量不足或油品劣化;溫度傳感器或控制儀表失靈;環境溫度過高或通風不良。
- 應對措施:檢查冷卻水系統,清洗冷卻器;檢查油位,定期更換合格的潤滑油;校驗溫度傳感器與儀表;改善設備運行環境通風。
3. 機組異常振動與噪音
* 原因分析:機組地腳螺栓松動或對中不良;軸承、齒輪、轉子等運動部件磨損或損壞;吸入異物或發生液擊;管路支撐不當產生共振。
- 應對措施:緊固地腳螺栓,重新進行精確對中;停機檢查,更換損壞的軸承或轉子部件;確保進氣潔凈,防止液體進入;加固管路支撐,消除振源。
4. 潤滑油系統故障
* 原因分析:油位過低或油壓不穩;油過濾器堵塞;潤滑油乳化或變質;油路泄漏。
- 應對措施:補充潤滑油至規定液位,檢查油泵及調壓閥;定期更換油濾芯;分析油質,必要時徹底更換潤滑油;查找并修復泄漏點。
5. 控制系統故障(如頻繁加載/卸載、無法啟動)
* 原因分析:壓力傳感器、溫度傳感器信號異常;控制模塊(PLC)故障或程序錯誤;電氣元件(接觸器、繼電器)損壞;安全保護裝置(如壓差開關、溫度開關)誤動作。
- 應對措施:校準或更換故障傳感器;檢查并修復控制程序與硬件;更換損壞的電氣元件;檢查保護裝置的設定值與實際工況。
結論
對化工行業空氣壓縮機機組而言,深入理解其工藝流程是進行規范操作與維護的基礎。而系統的故障分析則要求結合運行數據、設備狀態與維護歷史進行綜合判斷。建立并嚴格執行預防性維護計劃(如定期點檢、狀態監測、潤滑油分析),是減少非計劃停機、保障機組長期穩定運行、實現化工裝置安、穩、長、滿、優運行的關鍵所在。
如若轉載,請注明出處:http://m.qdwlw.net/product/6.html
更新時間:2026-06-14 09:20:57